

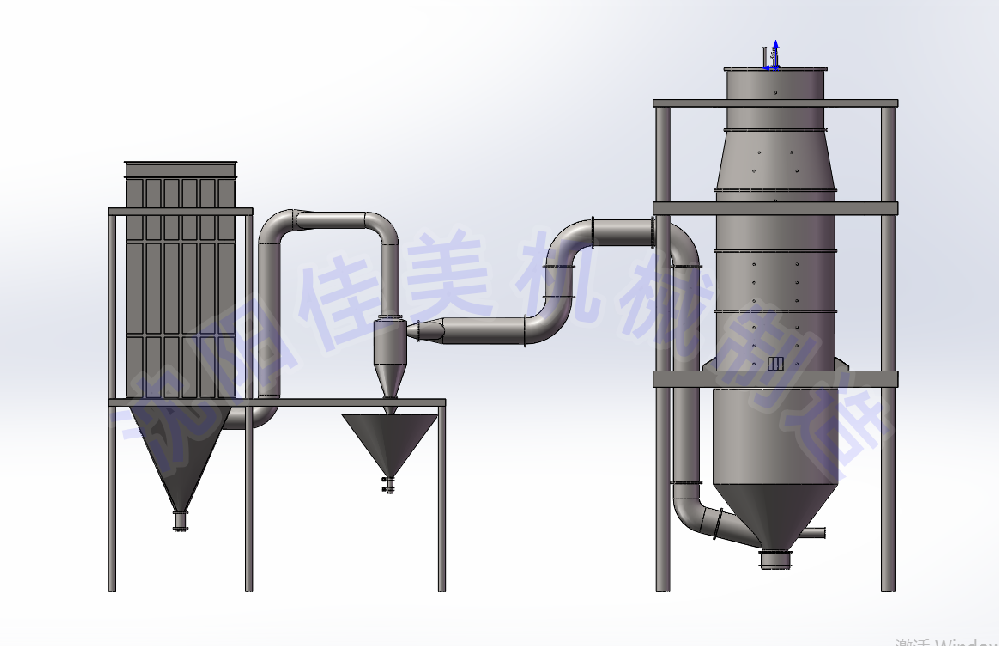
粉体气流分级机的工作原理,融合了空气动力学与力学的智慧结晶。设备运行时,待分级的粉体物料在给料装置的推动下,缓缓进入分级机内部。此时,由风机产生的高速气流如同无形的 “大手”,裹挟着物料颗粒迅速向前移动。
在分级区域,关键部件分级轮高速旋转,产生强大的离心力场。那些粒径较大、质量较重的颗粒,在离心力的作用下,就像被一股神秘力量向外拉扯,快速向分级机内壁靠近,最终沿内壁滑落,成为粗粉;而粒径较小、质量较轻的颗粒,在气流曳力的 “庇护” 下,能够轻松突破离心力的 “阻碍”,穿过分级轮的叶片间隙,进入细粉收集系统。通过这样的过程,实现了粉体物料的精准分级,每一颗颗粒都找到了属于自己的 “归宿”。
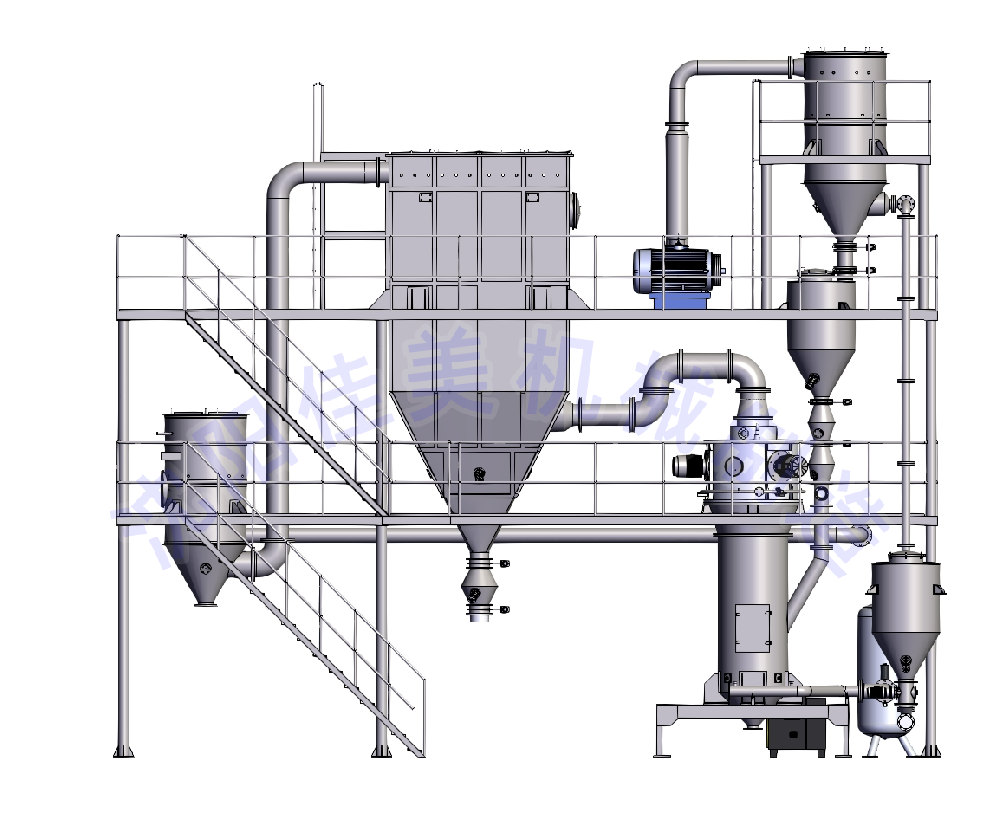
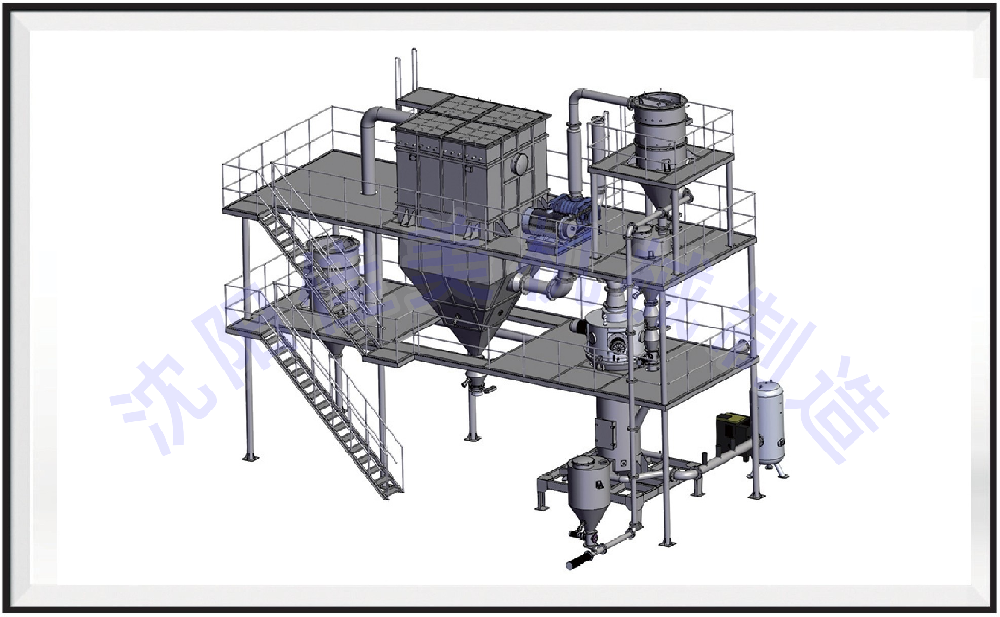
给料系统:作为分级流程的 “起点站”,给料系统的任务是将物料均匀、稳定地送入分级机。常见的给料设备有振动给料机、螺旋给料机等,它们就像严谨的 “调度员”,根据设备的运行状态和生产需求,精确控制物料的给料速度和给料量,确保分级过程有条不紊地进行。
气流系统:气流系统是分级机的 “动力源泉”,它由风机、管道和阀门等组成。风机提供强劲的气流动力,管道负责将气流输送到设备的各个部位,阀门则如同 “交通信号灯”,调节气流的流量和压力,使气流在分级机内部形成稳定、合理的流场,为物料分级创造良好的条件。
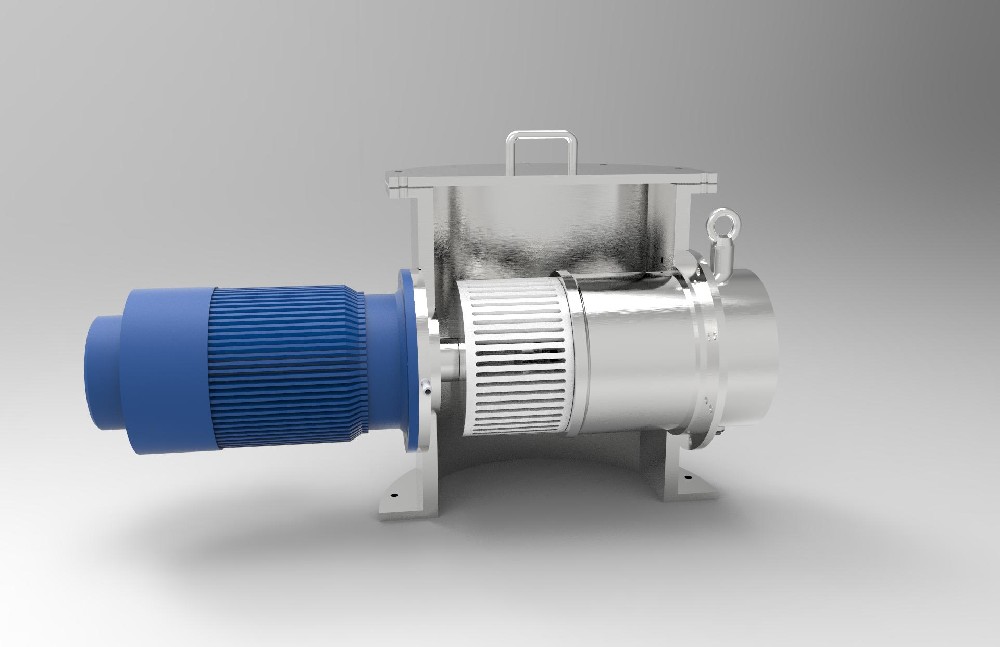
分级系统:分级系统是粉体气流分级机的核心 “大脑”,其中分级轮是关键部件。分级轮的材质、形状、转速等因素,直接影响着分级的精度和效率。不同类型的分级轮,如涡轮式、离心式等,适用于不同的物料和分级要求。此外,分级系统中还设有导流装置,它能优化气流的走向,使物料颗粒在分级区域内更加均匀地分散,提高分级的准确性。
收集系统:收集系统是分级流程的 “终点站”,它包括旋风分离器和脉冲布袋除尘器等设备。旋风分离器利用离心力原理,先将大部分粗粉和细粉进行初步分离;脉冲布袋除尘器则进一步捕捉细微颗粒,确保细粉得到充分收集,同时有效减少粉尘排放,保护生产环境。
分级精度高:粉体气流分级机能够实现微米级甚至亚微米级的精确分级,分级粒度范围可在 3 - 100 微米之间灵活调节,且粒度分布窄。这意味着它可以满足电子、医药、新材料等高端行业对粉体粒度极其严格的要求,为生产高品质产品提供保障。
处理能力强:该设备的分级处理能力大,每小时处理量可达数吨甚至数十吨,适用于大规模工业化生产。无论是小型企业的批量生产,还是大型企业的连续化作业,粉体气流分级机都能轻松应对,有效提高生产效率。
适用范围广:粉体气流分级机可对多种类型的粉体物料进行分级,包括金属粉末、非金属矿粉、化工原料、食品原料等。无论是硬度较高的矿石,还是性质较为特殊的热敏性物料,只要根据物料特性调整设备参数,都能实现良好的分级效果。
节能环保:相较于传统的分级设备,粉体气流分级机在运行过程中能耗较低。同时,完善的粉尘收集处理系统,能将生产过程中产生的粉尘有效收集,减少粉尘排放,符合环保要求,践行绿色生产理念。
自动化程度高:现代粉体气流分级机配备先进的自动化控制系统,通过传感器实时监测设备的运行参数,如气流流量、压力、分级轮转速等。操作人员只需在控制界面上设定分级要求,系统就能自动调节设备运行状态,实现智能化分级,降低人工劳动强度,提高生产的稳定性和可靠性。
电子信息领域:在半导体制造、电子封装等行业,对粉体材料的粒度和纯度要求极高。粉体气流分级机将硅粉、铝粉等原料分级后,可用于制作高性能的电子封装材料、电路板填充料等,提高电子产品的导热性能、电气绝缘性能和机械强度,助力电子设备向小型化、高性能化发展。
医药行业:在药物制剂生产中,粉体的粒度直接影响药物的溶解度、生物利用度和疗效。粉体气流分级机可将药物原料分级成适宜的粒度,使药物在人体内更快地释放和吸收,提高药物的治疗效果。此外,在中药超微粉碎领域,该设备也发挥着重要作用,能保留药材的有效成分,增强药效。
食品行业:在食品加工中,粉体气流分级机可对谷物粉、果蔬粉、奶粉等原料进行分级,使产品的粒度更加均匀,口感更好。同时,分级后的粉体物料能更好地与其他成分混合,提高食品的稳定性和品质,满足消费者对高品质食品的需求。
化工行业:在涂料、颜料、橡胶、塑料等化工产品生产中,粉体气流分级机对原料进行分级,可改善物料的分散性、流动性和填充性能,提高化工产品的质量和性能。例如,在涂料生产中,分级后的颜料颗粒能使涂料的颜色更加鲜艳、均匀,遮盖力更强。
新材料领域:在纳米材料、超导材料、磁性材料等新型材料的研发和生产中,粉体气流分级机是不可或缺的关键设备。它能够将原料分级成特定粒度的粉体,为制备高性能的新材料提供基础,推动新材料产业的创新发展。
随着科技的飞速发展和各行业对粉体材料要求的不断提高,粉体气流分级机也将迎来新的发展机遇和挑战。未来,它将朝着智能化、精细化、大型化和节能环保化的方向持续迈进。
在智能化方面,借助人工智能、大数据等技术,实现设备的智能诊断、预测性维护和参数自动优化,进一步提高设备的运行效率和可靠性;在精细化方面,不断提升分级精度,开发适应纳米级甚至更小粒度分级的技术和装备;在大型化方面,研发处理能力更强、占地面积更小的大型分级设备,满足大规模工业化生产的需求;在节能环保方面,探索更加高效的节能技术和环保材料,降低设备能耗和对环境的影响。
粉体气流分级机这位 “精准分拣官”,将在科技的赋能下不断升级进化,为粉体材料领域的发展注入新的活力,在更多行业和领域发挥更加重要的作用,书写属于自己的辉煌篇章!
(一)核心设备组成球磨分级产线主要由球磨机、分级机、给料系统、输送系统、除尘系统···

在现代科学研究与技术开发中,实验室粉体设备扮演着至关重要的角色,其性能和功能直接···
技术原理火焰熔融法球化炉是一种通过高温火焰瞬时熔融金属粉末,利用表面张力使其自发···
在工业设备的神秘王国里,有一位 “疯狂派对策划师”—— 流化床式气流粉碎机。它举办···

在材料界,球形硅粉和球形铝粉堪称 “明星材料”,它们凭借优秀的流动性、填充性和稳定···

在粉体材料的奇妙世界里,不同粒径的粉体颗粒如同性格各异的 “小精灵”,有的身材 “···

宝子们!今天给大家介绍一款超厉害的设备 —— 涡轮气流分级机!它就像粉体世界里的 “···

家人们!今天来给大家唠一唠实验室里超实用的 “宝藏设备”—— 实验室气流磨!搞科研···



 邮箱:251306599@qq.com
邮箱:251306599@qq.com 地址:沈阳市沈北新区太平洋工业城
地址:沈阳市沈北新区太平洋工业城

