

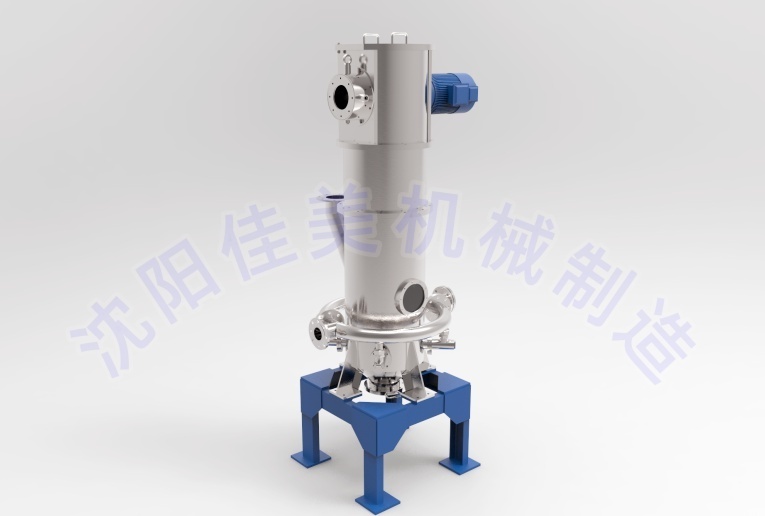
在医药制造领域,物料粉碎的精度与安全性直接影响着药品的质量与疗效,而气流粉碎机的出现为这一关键环节带来了革命性突破。这种基于空气动力学原理的粉碎设备,通过高速气流驱动物料颗粒相互碰撞、摩擦,能够将各种药物原料精准加工至微米级甚至纳米级的超细粉末,其独特的低温粉碎特性更是有效避免了热敏性药物成分的降解,为抗生素、酶制剂等生物药品的生产提供了理想解决方案。
相较于传统机械粉碎机,气流粉碎机在医药粉碎过程中展现出显著优势。其一,它可通过调节气流速度与分级装置,实现对粉末粒度的精准控制,确保成品粒度分布均匀,这对于制备缓释制剂、靶向药物等对粒度要求严苛的剂型尤为重要;其二,设备内部采用全封闭气流循环系统,配合无菌级过滤装置,能够在粉碎过程中维持高度洁净的生产环境,从根源上杜绝杂质引入与交叉污染,完全契合 GMP 对医药生产的严格规范。
在实际生产场景中,气流粉碎机的高效性与稳定性不断为药企创造价值。以某抗生素生产企业为例,引入气流粉碎设备后,其原料粉碎效率提升了 40%,且粉末合格率从原来的 85% 跃升至 99.2%,显著减少了原料浪费与返工成本。更值得关注的是,该设备在处理如灵芝孢子粉、人参皂苷等珍贵中药材时,能最大程度保留其生物活性成分,使有效物质的溶出度提高 30% 以上,大幅提升了终端产品的药效。
随着医药产业向精细化、高端化方向发展,气流粉碎机的应用场景正不断拓展。无论是化学原料药的超微粉碎,还是中药复方制剂的均质化处理,亦或是纳米载药系统的制备,这款设备都展现出卓越的适应性。其节能环保的特性 —— 低能耗运行模式与粉尘零排放设计,更是响应了全球医药制造业绿色生产的号召,成为现代智能制药生产线中不可或缺的核心装备。
可以预见,在未来的医药工业革命中,气流粉碎机将凭借其在粉碎精度、质量控制、生产效率等方面的综合优势,持续赋能创新药物研发与规模化生产,为人类健康事业贡献更多力量。

气流分级机在工业生产中具有重要地位,其优势显著。首先,能耗低,通过特殊设计减少运···

气流粉碎机中,加料压力对产品粒径有显著影响。压力过小导致物料供给不畅,易产生团聚···

实验室专用气流分级机主要用于根据粒度区分物料,与气流粉碎机协同工作,实现粉碎后的···

气流式粉碎机在家用中宣传操作简单、效率高,但实际操作复杂,需专业培训,维护成本高···
气流分级机主要用于精细分级,筛分精度高,能将不同尺寸物料完美分离。生产效率显著,···

实验室气流粉碎机价格差异大,大厂品牌溢价高,小厂质量存疑。选择需谨慎,考虑物料特···

精密分级机在工业生产中作用关键,与气流粉碎机等配合使用。其稳定性高,能可靠分离不···

气流分级机利用气流动力学原理实现固体颗粒的自动分级,广泛应用于矿石加工、化工等行···
气流分级机分级技术在工业生产中至关重要,尤其在粉状产品颗粒度控制方面。随着精细化···

高精度气流分级机通过气流作用实现物料精细分级,满足现代工业对产品精度的需求,广泛···



 邮箱:251306599@qq.com
邮箱:251306599@qq.com 地址:沈阳市沈北新区太平洋工业城
地址:沈阳市沈北新区太平洋工业城

