

气流粉碎机正常操作与维护指南
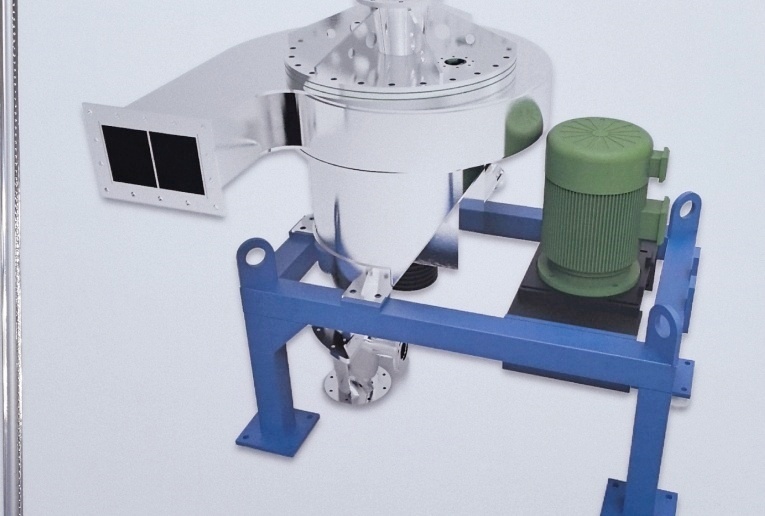
气流粉碎机作为现代粉体加工的核心设备,其正常运转直接影响生产效率和产品质量。本文结合行业应用经验,系统阐述设备操作规范与维护要点。
一、规范操作流程
原料预处理
严格检查物料纯度,杜绝金属杂质混入(尤其针对食品医药级应用)。对于聚四氟乙烯等特殊材料,需预先进行辐照改性处理以提升可粉碎性。
物料装载控制
保持粉碎腔内物料动态平衡,通过分级机电流监测实现精准调控:当电流值超过额定值15%时需减量供料,低于额定值20%时应及时补料。
供气系统管理
确保压缩空气露点温度≤-40℃,定期检测冷干机运行状态。流化床逆向气流磨建议维持0.8-1.2MPa工作压力,扁平式机型可适当降低至0.6-0.8MPa。
二、关键维护要点
易损件监测周期
分级叶轮:每200小时检查磨损量,径向间隙>3mm需更换
喷嘴衬套:累计运行500小时强制更换
过滤布袋:压差达到1500Pa时进行反吹清理
润滑系统维护
采用食品级润滑脂每400小时补充轴承润滑,冬季需切换为低温型润滑剂。特别注意涡轮分级机的密封轴承需单独注脂保养。
系统精度校准
每月使用激光粒度仪校准分级精度
每季度检测压力表误差(允许偏差±2%)
半年期校验温度传感器精度
三、特殊工况处理
超硬材料粉碎(碳化硅/金刚石)
建议采用对喷式结构,配套水冷系统控制腔体温度<60℃。需特别注意分级轮动平衡检测,振动值应控制在4.5mm/s以内。
热敏性物料加工(医药/食品)
优先选用流化床机型,配合液氮制冷系统。操作时应确保物料预冷至-20℃以下,粉碎过程维持-10℃低温环境。
四、效能优化建议
能耗管理
通过压力传感器联动变频器实现气源智能调节,经实测可降低能耗15%-22%。建议在非高峰时段进行大宗物料粉碎作业。
智能化升级
加装在线粒度监测仪(推荐Malvern Insitec系列),实现粉碎-分级闭环控制。配置振动频谱分析系统可提前40-60小时预警轴承故障。
规范的操作流程配合科学的维护体系,可使气流粉碎机持续保持90%以上的运行效率。建议建立设备健康档案,完整记录每次维护参数,为预防性维护提供数据支撑。

气流粉碎机的收尘仓是关键部件,用于收集粉末,防止浪费和安全问题。其结构包括防锈钢···
气流粉碎机优缺点分析

气流粉碎机的进料压力和粉碎压力是粉料加工中的关键参数,两者有显著区别。进料压力负···

气流式烘干机在节能环保方面表现卓越,通过高效的热能利用和多种能源适应能力,降低能···

气流分级机在生产中出现细粉出料少的问题,可能由物料特性、设备参数设置、部件磨损、···
实验室超细分级机的设计参数

超细分级机的发展趋势

气流粉碎机在现代工业稳步发展,经历了技术革新、应用领域拓展和市场需求的推动。从早···

本厂直销气流磨粉机,型号多样,质量可靠,价格实惠。厂家直销省去中间环节,零件齐全···

气流式超微粉碎机操作流程复杂,需先检查各部件连接,准备原料,确保电源安全,清洁进···



 邮箱:251306599@qq.com
邮箱:251306599@qq.com 地址:沈阳市沈北新区太平洋工业城
地址:沈阳市沈北新区太平洋工业城

